
Resumen:
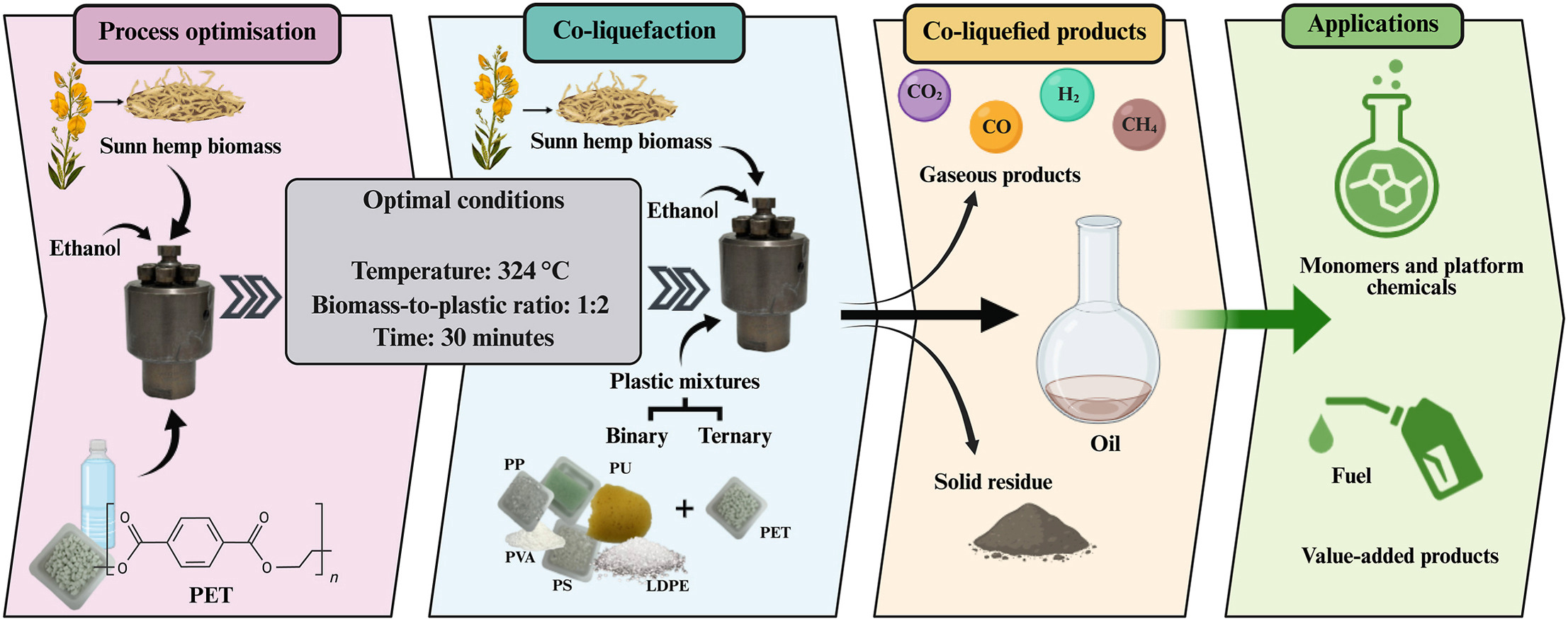
El interés global ha aumentado considerablemente en la co-licuefacción de biomasa lignocelulósica rica en oxígeno con plásticos ricos en hidrógeno para obtener aceite, un precursor valioso para biocombustibles y biomateriales. Este estudio investiga la co-licuefacción de residuos de plásticos mixtos modelados con biomasa de cáñamo indio (Crotalaria juncea) (SHB) para la producción de aceite. En una primera etapa, la SHB fue co-licuefactada con tereftalato de polietileno (PET) bajo condiciones variables, incluyendo temperatura (300–340 °C), tiempo de residencia (30–90 min) y relación biomasa-plástico (1:2–2:1), con el fin de optimizar el proceso mediante la Metodología de Superficie de Respuesta. Las condiciones óptimas predichas a 324 °C, una relación biomasa-plástico de 1:2 y un tiempo de residencia de 30 min arrojaron un rendimiento teórico máximo de aceite del 57,79 % en peso. Bajo estas condiciones, la validación experimental resultó en un rendimiento de aceite del 55,73 ± 1,11 % en peso (cercano al 57,79 % predicho), demostrando un efecto sinérgico positivo. La co-licuefacción de SHB con mezclas binarias y ternarias de plásticos produjo rendimientos de aceite del 22–62 % en peso. Notablemente, las combinaciones SHB + PET + poliuretano flexible (PUF) (58,33 % en peso) y SHB + PET + PUF + poliuretano rígido (62,36 % en peso) alcanzaron los mayores rendimientos, exhibiendo valores caloríficos superiores de 27,18 y 27,63 MJ/kg, respectivamente. La co-licuefacción también mejoró los rendimientos de aceite de plásticos con menor desempeño individual, como el polipropileno, el poliestireno y el polietileno de baja densidad. La co-licuefacción con poliuretano (PU) mejoró la eficiencia global del proceso mediante una mayor recuperación de aceite, carbono y energía en comparación con el procesamiento puro de SHB. La caracterización detallada indicó que los compuestos nitrogenados derivados del PU potenciaron la formación de aceite a través de una mayor reactividad heteroatómica. Finalmente, la co-licuefacción de biomasa lignocelulósica con residuos de plásticos mixtos ofrece un enfoque más viable para la valorización de residuos que depender de su clasificación previa, abriendo el camino hacia la recuperación de energía y carbono.
[…]
Conclusiones:
Este estudio investigó la co-licuefacción de SHB con PET y diversas mezclas de residuos plásticos para la producción de aceite. El presente estudio hizo énfasis en comprender el efecto de los parámetros operativos, las condiciones óptimas, la distribución de productos, los efectos sinérgicos, las características y los mecanismos detrás del proceso de co-licuefacción. Los hallazgos clave incluyen: (1) Las condiciones óptimas para la co-licuefacción de SHB con PET fueron un tiempo de residencia de 30 min, una temperatura de reacción de 324 °C y una relación biomasa-plástico de 1:2. (2) Se obtuvo un alto rendimiento de aceite de 55,73 ± 1,11 % en peso para SHB + PET, con un efecto sinérgico de 3,30 bajo las condiciones óptimas sugeridas. (3) La incorporación de SHB al PET promovió significativamente la degradación del PET y mejoró el rendimiento y la calidad del aceite. (4) En la co-licuefacción de SHB con mezclas binarias, los rendimientos de aceite oscilaron entre 28,10 % y 58,33 % en peso. El mayor rendimiento de aceite se obtuvo con la mezcla SHB + PET + PUF (B6), alcanzando el mayor valor calorífico superior (HHV) de 27,18 MJ/kg. (5) La co-licuefacción de SHB con mezclas ternarias de plásticos produjo rendimientos de aceite entre 22,49 % y 62,36 % en peso. El mayor rendimiento se obtuvo con la mezcla SHB + PET + PUR1 + PUF (T20), alcanzando el mayor HHV de 27,63 MJ/kg. (6) La co-licuefacción resultó en rendimientos máximos de carbono del 85,74 %, 85,65 % y 78,25 %, y rendimientos energéticos del 81,67 %, 84,78 % y 74,22 % para SHB + PET, SHB B6 y SHB T20, respectivamente. (7) Se encontró que la co-licuefacción con PU (especialmente PUR1 y PUF) incrementa los rendimientos de aceite, carbono y energía, generando una mejora del proceso en comparación con el procesamiento puro de SHB.
Así, la co-licuefacción de diversos tipos de residuos plásticos junto con biomasa lignocelulósica conduce a una mayor mejora en la producción de aceite en comparación con la co-licuefacción de biomasa lignocelulósica con un único tipo de residuo plástico. La presencia de estas sinergias podría reducir la temperatura de procesamiento necesaria para la licuefacción de los plásticos. Además, el tratamiento conjunto de los residuos plásticos elimina la necesidad de separar cada componente individualmente, simplificando el proceso y haciéndolo más eficiente para su adopción a gran escala. El producto de aceite descrito en este trabajo puede considerarse como aditivo de combustible tras una mejora moderada, y como materia prima potencial para refinerías destinada a la recuperación de resinas y compuestos poliméricos. Asimismo, algunos compuestos nitrogenados podrían actuar como reactivos precursores para la producción de monómeros de PU. Por lo tanto, la co-licuefacción ofrece un método para convertir plásticos mixtos y biomasa en aceite de valor, reduciendo los residuos en vertederos y la contaminación. Los trabajos futuros incluirán una caracterización exhaustiva de los aceites producidos, abordando las propiedades como combustible y otros parámetros relevantes para evaluar su idoneidad en diversas aplicaciones posteriores.
Consulte el artículo completo en este enlace
Información tomada y traducida del artículo científico publicado en Journal of Cleaner Production.
Imagen tomada del artículo.